Metalen & benamingen
Deze site heeft tot doel om op duidelijke wijze en voor een brede kring van genteresseerde lezers lastechnische wetenswaardigheden aan de orde te stellen die niet alleen interessant zijn, maar ook een bijdrage leveren tot vergroting van inzichten en verbetering van resultaten in de dagelijkse praktijk of daartoe in ieder geval een handig naslagwerk vormen. Om dit doel te bereiken zullen we de onderwerpen zoveel mogelijk gestructureerd behandelen waarbij de volgende hoofdindeling zal worden gehanteerd.
- Lasprocessen/lasapparatuur
- Lassen van metalen, waarbij een aantal belangrijke materiaalgroepen of legeringen behandeld worden
- Constructieve aspecten
- Praktische uitvoeringsaspecten
- Milieu- en gezondheidsaspecten
- Mechanisatie en automatisering van het lassen
- Onderzoek aan lasverbindingen
In vorige aflevering werden reeds een aantal onderwerpen uit de categorieën 2, 3 en 4 behandeld. In deze aflevering gaat het nu om een inleidend onderwerp uit de categorie 1 lasprocessen, waarin onder meer de procesbenamingen en teken-symbolen volgens de geldende Europese normen aan de orde komen.
Lasprocessen - terminologie - tekensymbolen
De geldende Europese norm EN 24063, getiteld 'Lassen en solderen van metalen. Termen voor processen en referentienummers ten behoeve van lassymbolen op tekening', uitgegeven in 1992 in analogie met ISO 4063, kent aan alle basis-lasprocessen een uniek nummer toe.
Het eerste cijfer van dit unieke nummer refereert aan het basisproces volgens het overzicht in tabel 1.
Tabel 1: Overzicht van basisprocessen met bijbehorend referentienummer
Referentie nummer |
Basisproces |
1 |
Booglassen |
2 |
Weerstandlassen |
3 |
Autogeenlassen |
4 |
Druklassen/smeedlassen |
7 |
Overige lasprocessen |
9 |
Hard- en zachtsolderen en lassolderen |
Dit eerste cijfer van het procesreferentienummer wordt gevolgd door een combinatie van één of twee cijfers, waarmede de verdere relevante kenmerken van het lasproces worden aangegeven. Aldus ontstaat een proces-referentienummer bestaande uit twee of drie cijfers dat uniek is voor dat specifieke proces en dat als symbool op tekeningen en lasmethode beschrijvingen dient te worden gebruikt en in kwalificatie documenten voor lassers en lasmethoden moet worden genoemd.
Voor de in de laspraktijk meest toegepaste lasprocessen wordt in tabel 2 een overzicht van referentienummers gegeven.
Hoewel de eerdergenoemde Europese norm specifiek referentienummers heeft toegekend aan de meeste lasprocessen, ontbreken daarin de meest recent ontwikkelde processen, zoals bijvoorbeeld RapidArc-, RapidMelt-, Friction Stir-lassen en plasma lassen met poeder (PPAW). Ook worden in deze norm geen specifieke kenmerken voor de energie-voorziening en -regeling gegeven (wisselstroom, gelijkstroom, pulserende stroom STT-regeling etc.). Dus onder hetzelfde referentienummer zijn nog vele varianten mogelijk! (Opm. de 1998 editie van de norm geeft wel een nummer voor PPAW lassen.)
Proceskeuze
Zoals figuur 2 ons laat zien zijn er vele lasmethoden waaruit gekozen kan worden. Daarnaast staan ons nog een aantal andere verbindingstechnieken ter beschikking zoals mechanische verbindingstechnieken (bouten, klinken, frezen etc.) of solderen en lijmen. Factoren die bepalend zijn in algemene zin voor de keuze van het proces zijn:
- te verbinden materiaalcombinaties
- vorm van de componenten (plaat, pijp, profiel etc.)
- kwaliteits- en sterkte-eisen
- beschikbaarheid van apparatuur en personeel
- mate van mechanisatie
- kosten
- plaats en positie van uitvoering
Figuur 2: Indeling van de lasprocessen met referentienummers. 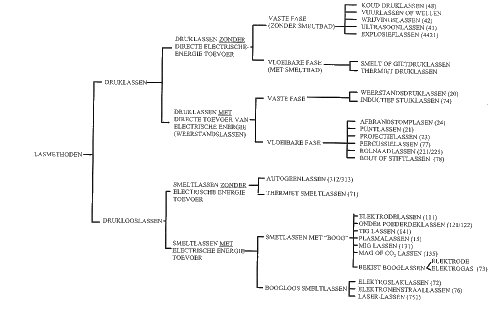
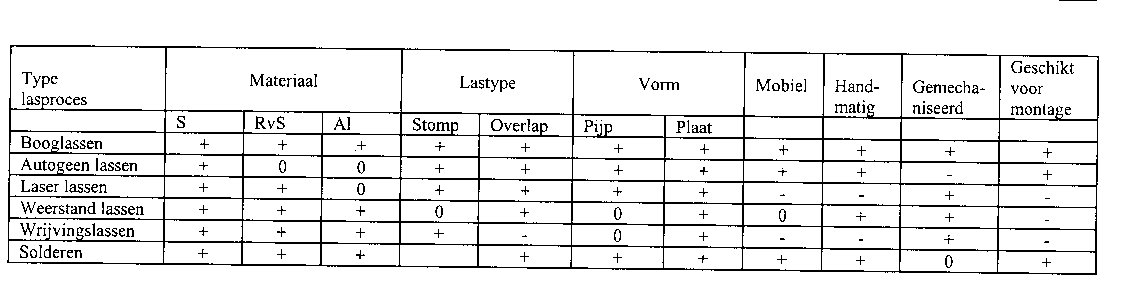
Bij de selectie van het lasproces is een overzicht van globale kenmerken die voor een proces-soort typerend zijn een goed hulpmiddel. Een dergelijk overzicht wordt gegeven in de tabellen 3 en 4.
Tabel 3: Vergelijking van algemeen typerende kenmerken per procestype
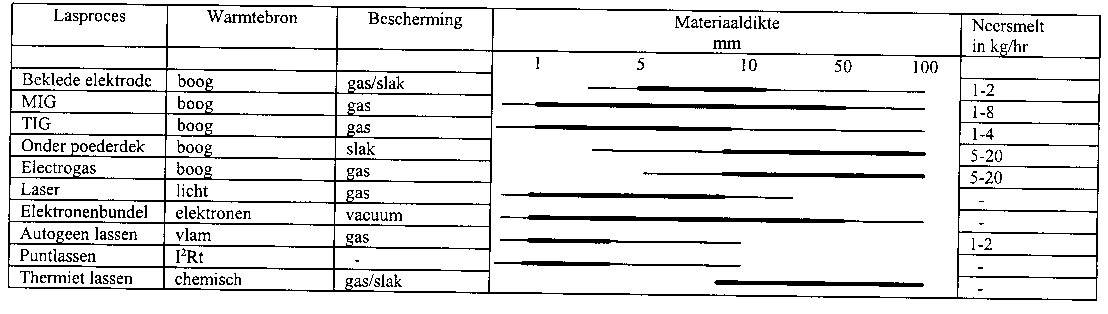
 Tabel 4: Overzicht van globaal typerende kenmerken per lasproces
Tabel 4: Overzicht van globaal typerende kenmerken per lasproces
Smeltlasprocessen met toevoegmateriaal
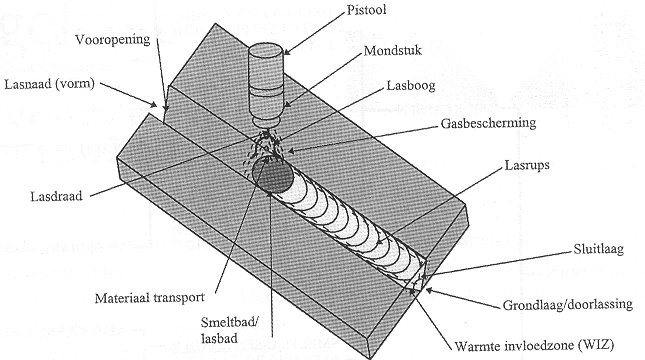
Uit de tabellen 3 en 4 blijkt wel dat de meest universele, dat wil zeggen meest toegepaste lasprocessen worden gevonden onder de booglasprocessen met toevoegmateriaal onder slak of gasbescherming van het smeltbad en overgaande metaaldruppels. Een dergelijk lasproces met de daarbij meest gebruikte term begrippen wordt gegeven voor het MIG-lassen in figuur 1.
Figuur 1: De meest gangbare termen in de procesbeschrijving van het MIG-lassen
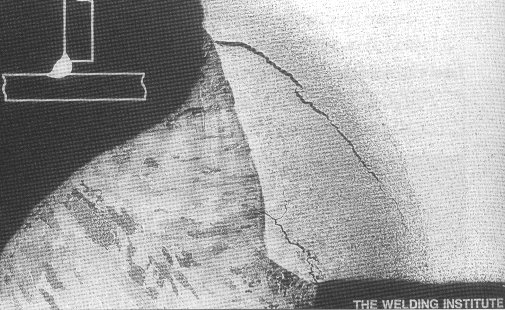
De bij deze lasprocessen nog al eens voorkomende lasdefecten zijn: slakinsluitingen en porositeit in het lasmetaal en scheurvorming in het lasmetaal of de warmte-invloedszône (WIZ), zie figuur 2 en 3. Dit soort defecten zijn veelal te voorkomen door gebruik van de juiste lasparameters (voorwarmen, heat-input), de juiste en optimale slak- of gasbescherming, het juiste toevoegmateriaal en heet voorkomen van opname van waterstof uit de omgeving. Ook in de ontwerpfase kan in dit opzicht veel narigheid reeds worden voorkomen.
Figuur 2: Typisch voorbeeld van slakinsluitingen in een doorsnede van een met elektrode gelaste naad.
Figuur 3: Zogenaamde koudscheuren in de WIZ vanuit de "teen" en de "hiel" van een met beklede elektrode gelaste hoeklas.